Order Online or Call 248.477.0813
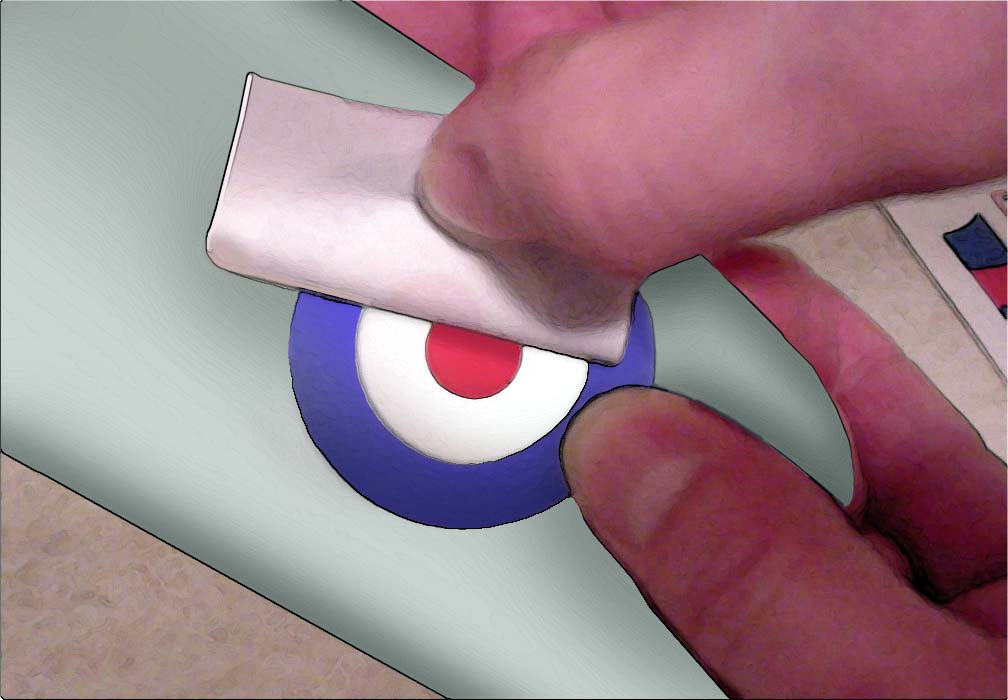
- Bare-Metal ® Foil
- Casting Resin
- Panel Scriber
- Silicone RTV Mold Rubber
- Expert-Choice Decals
- Expert-Choice Decal Film
Please choose a foil type:


Experts-Choice® Decal Film
The same decal film used by professional printers to produce commercial decals. Available in both clear and white in 8 ½ X 11 sheets.
Experts-Choice® 1/32 Scale Decals
Experts-Choice® 1/48 Scale Decals
Experts-Choice® 1/72 Scale Decals
Microscale Products
Decal setting solutions, satin, flat and gloss coat finish enhancers, plastic model adhesive, and many other modeling liquids.
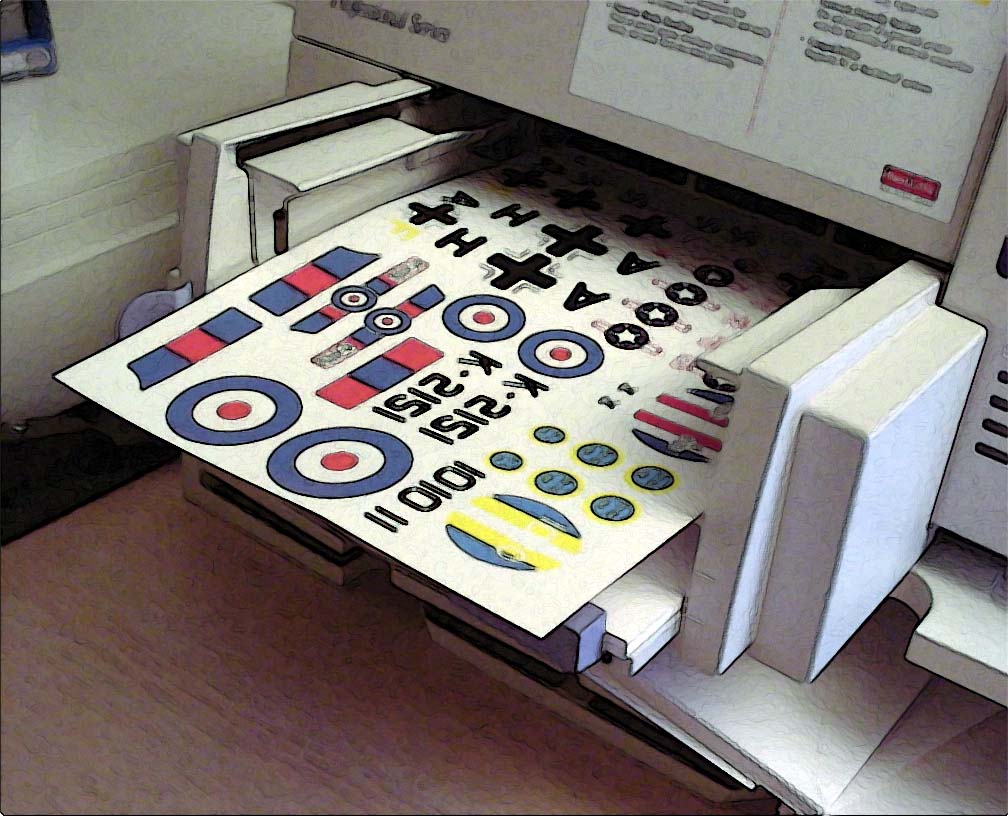
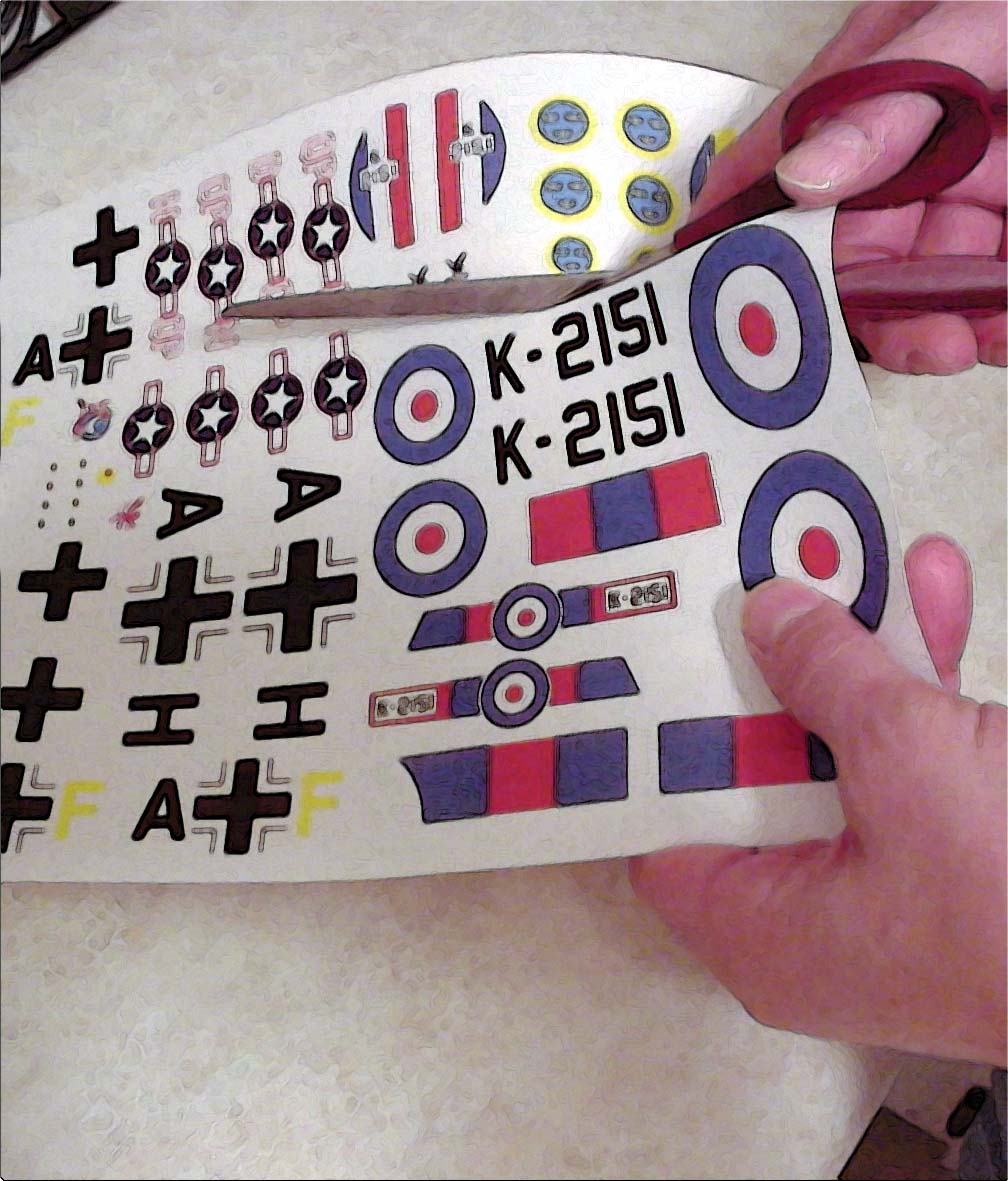
NOW YOU CAN QUICKLY AND EASILY CREATE YOUR OWN CUSTOM DECALS.
Experts-Choice® Decal Film is available in both clear and white one and three sheet packs. With Experts-Choice® plain decal film you can use your own color ink jet or laser printer to make home made decals. You can also use a color photo copier to reproduce any decal of your choice. This material allows you to use existing artwork from books, magazines, computer clip art, or your own original art to create any decal. The standard 8 1/2 X 11 sheets work perfectly with any copier or printer.
Important notice: Inkjet decal film is intended for use with inkjet printers only. Please choose laser decal film for photocopiers and laser printers. Laser film is located below the inkjet film.
Specialty Items
A collection of interesting helpful items. Includes Bare-Metal® Plastic Polish, Experts-Choice� Parts Placer, Bare-Metal® Adhesive, and much more...

Mold Making and Casting Starter Kit
The perfect place for the beginner to get a start. If you've never made a mold or casting before this kit is a must.
Experts-Choice® Mold Putty
Easy to use 1:1 ratio mold material for fast duplicating, cures in 20 minutes.
Experts-Choice® Low Viscosity Mold Material
Easy to use 1:1 ratio mold material for fast duplicating, cures in 20 minutes.
New! The Prop Builder's Molding & Casting Handbook
Detailed handbook on mold making and casting.
Microbulb Solid Glass Spheres
Microbulb hallow glass filler and solid glass spheres for filling polyurethane resin.
It is probably true that no one Poly Urethane liquid plastic will fulfill all your needs. This is exactly why Polytek® has developed such a wide array of products—from our many Poly 15 Series resins to our water-clear Poly-Optic® systems. Our newest Poly Urethane casting resin, EasyFlo™ 60 has some unusual characteristics, making it more versatile than most liquid casting plastics.
EasyFlo™ 60 Is Versatile
EasyFlo™ 60 has superlow viscosity, 1:1 mix ratio by volume, and a 2-3 minute pot-life, and it cures to a white, tough, Shore D-65 hardness, nonbrittle plastic often demolded in just 10 minutes.
Since EasyFlo™ 60 has such a low viscosity, it easily accepts high filler loading. Powdered metals can be added to obtain "bonded bronze." It is also easy to make your plastic part look like marble or another stone-like substance instead of plastic. This effect is often achieved by adding fillers such as calcium carbonate, marble powder, aluminum trihydrate or fly ash to the liquid plastic.
Ivory or Alabaster Appearance from Off-Ratio Mixing
Where a semitranslucent, stone-like appearance that has some depth is sought, it may be desirable to take advantage of an unusual property of EasyFlo™ 60. By off-ratio mixing this resin, a less-brilliant white color can be achieved, providing a depth and feel similar to alabaster or ivory. This effect alone can dramatically reduce the "plastic look" of the casting. In addition, fillers like those described above can be used with off-ratio mixes of EasyFlo™ 60 to achieve even more substantial effects, since the slight surface translucency permits greater visibility of filler particles.
Invent Your Own Recipe
Off-ratio mixing of EasyFlo™ 60 involves some experimentation, so here are some guidelines. The above effects are achieved by the use of more Part A than typically suggested (1 Part A to 1 Part B, by volume, is normal). A mix of 1.5 Parts A to 1 Part B by volume is extreme, but still possible. It should be noted that the use of excess Part A increases both the pot life and demold time. Smaller objects or castings with thin sections may need to be left in a mold longer to avoid distortion. Color and translucency may vary with the size of a casting due to the heat (exotherm) associated with a given mass of resin. Since conditions can vary greatly, we suggest you complete careful testing to determine the suitability of these techniques for your own application.
Special thanks to Polytek for providing this content. Copyright © 2001, Polytek Development Corp. All Rights Reserved.
Bare-Metal ® Foil, Inc.
P. O. Box 82
Farmington, MI 48332
customerservice@bare-metal.com
248.477.0813
Copyright © bare-metal.com, Bare-Metal ® Foil, Inc.. All rights reserved.